



Zahtjevi za provedbom strožih standarda o emisijama iz vozila i potrošnji goriva doveli su do toga da se cijela automobilska industrija trudi ispuniti ta poboljšanja.Kako bi se smanjila potrošnja goriva i emisije ispušnih plinova, tradicionalna metoda bila je smanjenje težine automobila.Tako je blok cilindra od aluminijske legure umjesto lijevanog željeza evoluirao u razvojni trend.Dodatno, učinkovitost izgaranja motora može se znatno poboljšati smanjenjem trenja unutar motora.Stoga je nova tehnologija automobilskog motora "bez košuljice cilindra" privukla pozornost mnogih proizvođača automobila.
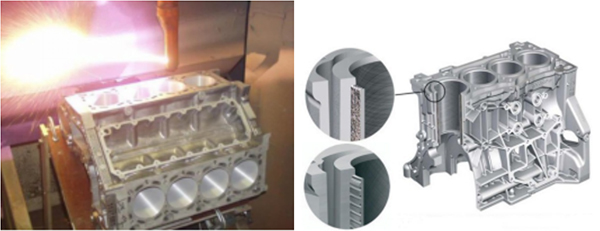
Tehnologija bez košuljice cilindra automobilskih motora postignuta je uvođenjem tehnologije toplinskog raspršivanja.Primjena toplinskog raspršivanja izvodi se tijekom procesa proizvodnje bloka motora.Sprej se nanosi na površinu prethodno obrađenih aluminijskih provrta cilindara motora.Sprej dodaje sloj otporan na habanje od legure s niskim udjelom ugljika kako bi zamijenio tradicionalnu košuljicu cilindra od lijevanog željeza.Obrada blokova cilindara bez košuljica uključuje sljedeće cjelokupne komponente sustava i primjene:
● odljev
● gruba obrada bloka cilindra
● teksturiranje - gruba obrada provrta cilindra
● predgrijavanje površine
● toplinsko prskanje
● završna obrada
● završno brušenje
Ključni procesi tehnologije bezcilindarske košuljice izvode se na koaksijalnim površinama (dva cilindra čije se cilindrične površine sastoje od linija koje prolaze kroz koncentrične kružnice u zadanoj ravnini i okomite su na tu ravninu) hrapavom obradom površine cilindra.Ovo se ostvaruje pomoću:
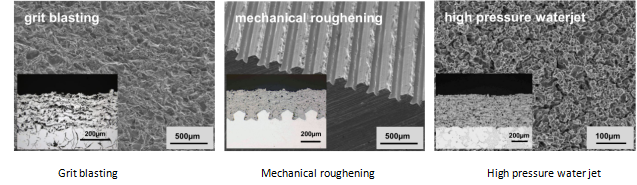
Svrha hrapavosti površine je potrebna za povećanje površine kako bi se formirala površinska struktura koja omogućuje mehaničko spajanje premaza na površinu podloge, povećanje mehaničke sile ugriza premaza za podlogu i daljnje aktiviranje i poboljšanje površine Snaga vezivanja materijala.Ohrapavljavanje površine vrši se na različite načine, kao što je pjeskarenje, mehaničko ohrapavljavanje i ohrapavljavanje vodenim mlazom pod visokim pritiskom.Peskarenje je najčešće korišteni tretman za ohrapavljavanje i primjenjuje se na ohrapavljavanje svih metalnih površina.
Metalne površine mogu se naknadno očistiti, ohrapaviti i postati vrlo reaktivne nakon pjeskarenja.Ova hrapava površina se zatim čisti suhim zrakom pod visokim pritiskom bez ulja prije nanošenja procesa raspršivanja.
Gruba obrada (površinska aktivacija) također se može izvesti uz pomoć stroja.A postoje procesi kojima se površina aluminija oblikuje u određenu konturu.To se postiže upotrebom jednoosnog obradnog centra i upotrebom umetnutih reznih alata.Ovo je jednokratna obrada kako bi se dovršile karakteristike u isplativom pristupu.U slučaju starijeg visokoabrazivnog cilindra od lijevanog željeza, često je došlo do prekomjernog trošenja i habanja alata, što je ovo činilo ekonomski neprihvatljivim.
Ohrapavljavanje vodenim mlazom pod visokim pritiskom primjenjivo je samo na aluminijski cilindar i nije primjenjivo na cilindar od lijevanog željeza.Proces vodenim mlazom ne koristi skupe abrazive.Međutim, izravna uporaba tekućeg mlaza na površini supstrata postiže se samo kada je površina suha.Čak i tada je vrijednost hrapavosti površine relativno niska u usporedbi s drugim procesima.
Ohrapavljavanje površine kao ključni proces u tehnologiji bez cilindra izravno utječe na čvrstoću lijepljenja i svojstva premaza.Stoga je ključno obratiti pozornost na proces hrapavosti površine pri korištenju tehnologije bloka cilindra bez cilindra.Odabir odgovarajuće metode grube obrade ključan je za postizanje najbolje aktivacije površine i učinkovitosti proizvodnje.
Vrijeme objave: 26. svibnja 2021



